

O.E.E. est un indicateur de performance synthétique qui permet de mesurer l’efficacité d’une ligne de production.
Cet indicateur tient compte de la disponibilité de l’équipement, de la performance de la machine ainsi que de la qualité des matières produites, c’est à dire la proportion de produits bons.
Efficacité, Efficience, & Performance :
L’efficacité qualifie la capacité d’une personne, d’un groupe ou d’un système de parvenir à ses fins, à ses objectifs (ou à ceux qu’on lui a fixés).
Être efficace revient à produire à l’échéance prévue les résultats escomptés et réaliser des objectifs fixés ; Objectifs qui peuvent être définis en termes de quantité, de qualité, de rapidité, de coûts, de rentabilité, etc.
L’efficience est la qualité d’un rendement permettant de réaliser un objectif avec l’optimisation des moyens engagés.
La performance est définie comme le résultat ultime de l’ensemble des efforts d’une entreprise ou d’une organisation. Ces efforts consistent à faire les bonnes choses, de la bonne façon, rapidement, au bon moment, au moindre coût, pour produire les bons résultats répondant aux besoins et aux attentes des clients et plus généralement des parties prenantes de l’entreprise et atteindre les objectifs fixés par l’organisation.
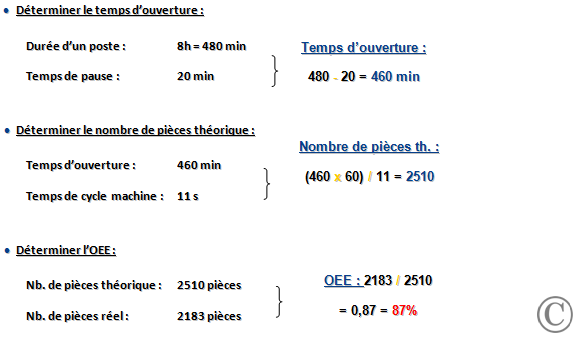
Voici un exemple de calcul pour l’OEE :
A titre informatif, l’OEE a avant été appelé en français TRS : Taux de Rendement Synthétique
Comment éliminer à présent les pertes liées à l’utilisation de la machine ?
Arrêts non-planifiés
Comment faire pour réduire/éliminer les dysfonctionnements ?
Auto-maintenance, maintenance préventive
Changement de série et réglage
Comment réduire les temps de changement de série et réglage?
Externe au lieu d’interne, parallèle, outils de changement de série à proximité de la machine, standardisation, formation
Changement d’outillage
Quelles possibilités avons-nous pour un changement d’outillage plus rapide ?
Prêt au poste, externe au lieu d’interne
Montée en cadence de machine ou équipement
Comment réduire les temps de montée en cadence et les temps de rebuts ?
Définir “Best Practice”, créer les standards de travail
Micro-arrêts et cycle à vide
Comment obtenir un processus stable ?
Mesurer le problème, Fiches de résolution de problème MAIC
Perte par diminution de vitesse
Comment équilibrer la charge des opérateurs ?
Rebuts – Retouches – Anomalies
Par quelles mesures peut-on éliminer les anomalies et rebuts ?
SPC, FMEA / AMDEC, résolution de problèmes