

Le takt time est un élément clé du Lean manufacturing. Il permet notamment de dimensionner une ligne de production en se basant sur la demande client. Mal calculé il peut cependant se révéler contreproductif. Alors que cache le takt ?
Qu’est-ce que le takt time ?
Le takt time est un terme allemand qui désigne la cadence, le tempo. Il représente le rythme de production nécessaire pour répondre à la demande client. Pour caractériser ce qu’il représente, on utilise souvent l’image du métronome.

Il s’agit d’une mesure de temps (exprimée en secondes, minutes, heures, etc…en fonction de la demande client) – répondant à la question suivante : Au regard de notre temps de travail, tous les combien de temps doit-on produire une pièce pour répondre à la demande du client ?
La confusion la plus fréquente consiste à confondre le temps de cycle et takt time. Le temps de cycle correspond au temps nécessaire pour réaliser une opération alors que le takt time représente le rythme de la demande client !
Le takt time est calculé de la façon suivante :
Temps disponible par jour / nombre d’unités demandé par le client par jour
Pourquoi utiliser le takt time ?
Le takt time permet de donner le rythme de production. A ce titre il permet de donner l’alerte avant de mettre le client en rupture (dès que l’on produit moins vite que le takt time), et d’éviter la surproduction (dès que l’on produit plus vite que le takt time). Cette valeur permet aussi de dimensionner la ligne (équipements, ressources, encours) de façon à répondre aux besoins du client tout en éliminant la surproduction. Enfin le takt time permet de mettre en lumière les ressources / équipements goulots en comparant le temps de cycle au takt time.
Comment utiliser le takt time ?
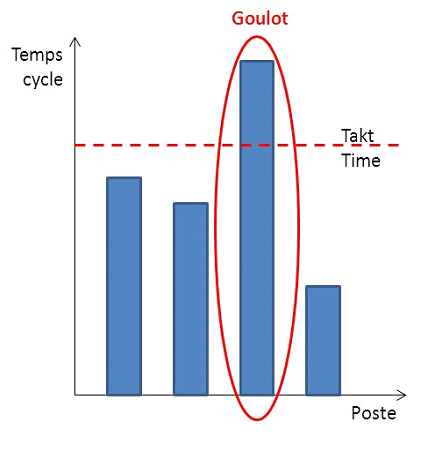
On peut tout d’abord comparer les temps de cycle (machine) ou temps de travail (hommes) au takt time par l’intermédiaire d’un graphique en « bâton ». Cet outil visuel permet d’avoir rapidement une idée des points de blocage (goulots).
De plus par simple division on peut obtenir un certain nombre de données :
- Nombre théorique d’opérateurs (en divisant le temps de travail manuel pour faire un produit par le takt time)
- Nombre théorique de machines ou de postes (en divisant le temps de cycle pour produire une pièce par le takt time)
- Risques liés à une mauvaise utilisation du takt time
Le takt time induit la notion de lissage. Attention aux données utilisées dans les calculs !
En effet, est ce que la demande client est stable ? Saisonnière ? Lissée ? La réponse à ces questions permettra de savoir à quelle période vous devez recalculer le takt time (qui n’est pas une mesure figée) et quelles données vous allez prendre en compte dans le calcul de ce takt time. (Allez-vous prendre la moyenne sur un mois ou sur un an pour obtenir le nombre d’unités demandé par le client ?)
Si la demande est saisonnière et que le takt time a été calculé en prenant les données d’une année on peut arriver au paradoxe suivant : une ressource peut sur l’année ne pas se révéler être goulot (on pourrait même prendre la décision de jeter certains équipements en doublon)…mais l’être sur plusieurs semaines pendant le pic d’activité.
Le deuxième élément clé dans le calcul du takt time est le temps d’ouverture. Que doit on inclure dans le temps d’ouverture ? (les pauses ? les pannes ? le nettoyage ?) En théorie on ne doit pas tenir compte des aléas dans le calcul du takt time, mais si l’équipement est en panne régulièrement, un équipement « non goulot » sur le papier pourrait vite se transformer en goulot bien réel.
Conclusion
Le takt time est une mesure clé du Lean car il permet de donner une cible à atteindre afin d’assurer une production au plus juste.
Cependant il doit être manié avec précaution. En fonction des éléments utilisés dans le calcul les résultats peuvent être totalement différents et engendrer des décisions contradictoires.
Il convient donc de bien préciser les hypothèses de calcul à chaque évaluation du takt pour éviter les mauvaises interprétations!